全国热线
400-0708-056
全国热线
400-0708-056

联系人:王经理
联系电话:18706406615,15628959922
400电话:400-0708-056
固话:0531-66583190
企业邮箱:jntmxcl@163.com
网址:www.tanmng.com
地址:济南市长清区孝里镇工业园区十八里谷道18号
今天,济南天盟新材料科技有限公司金属热喷涂公司给你介绍喷涂陶瓷涂层的基本程序
1.清洁工件:基体表面粗化处理前,根据要求,采用溶剂清洗、脱脂、加热等方式,除去待喷涂陶瓷涂层表面上的所有污物。
2.遮盖工件:使用橡胶、钢、遮蔽带等合适的遮蔽方法,保护所有不需要表面预处理的部位。
3.基体表面预处理:使用清洁、锐利的适当磨料进行喷砂,达到要求的粗糙度。
4.陶瓷材料选择:根据对涂层的功能要求,选定陶瓷涂层材料,确定合适的粒度及粒度分布。
5.工装:根据基体的形状和尺寸,选用夹具、机械转台及移动装置。
6.装喷枪:根据需要选用直枪头、带角枪头或加长枪头,选用旋转或可移动式喷枪支架。
7.调节水源系统:按设备使用说明书要求,调节水源及冷却系统。喷枪出口水温以下不高于15℃为宜。
8.调节气源系统:按程序打开主气、辅气及送粉气源,调节至需要参数。
9.装料:将粉末装入送粉器粉斗或喷头中。

10.启动电气系统:启动电源,开动抽风机,调节各项电参数。
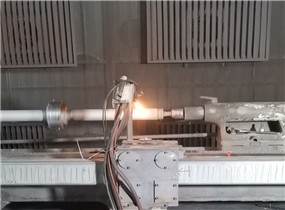
11.点枪、调枪:按规程点枪、起弧、调节各项参数,达到射束稳定、集中,获得焰流,使陶瓷粒子处于充分熔融或至少充分软化状态,具有粒子速度,形成涂层质量。
12.喷涂:尽可能保证喷枪行走速度均匀,保持喷涂距离不变。根据基体的热敏性、涂层特性及厚度,选择喷枪的行走速度和喷距,选择送粉速率。
13.封孔处理:对于耐蚀、绝缘之类涂层,喷涂后应即时进行封孔处理。
精饰:如需要,可进行磨削加工,磨削加工前亦常进行封孔处理。
联系人:王经理
电话:18706406615 , 15628959922 , 400-0708-056
固话:0531-66583190
邮箱:jntmxcl@163.com
网址:www.tanmng.com
地址:济南市长清区孝里镇工业园区十八里谷道18号
 |  |
| 关注我们 | 手机网站 |