全国热线
400-0708-056
全国热线
400-0708-056

联系人:王经理
联系电话:18706406615,15628959922
400电话:400-0708-056
固话:0531-66583190
企业邮箱:jntmxcl@163.com
网址:www.tanmng.com
地址:济南市长清区孝里镇工业园区十八里谷道18号
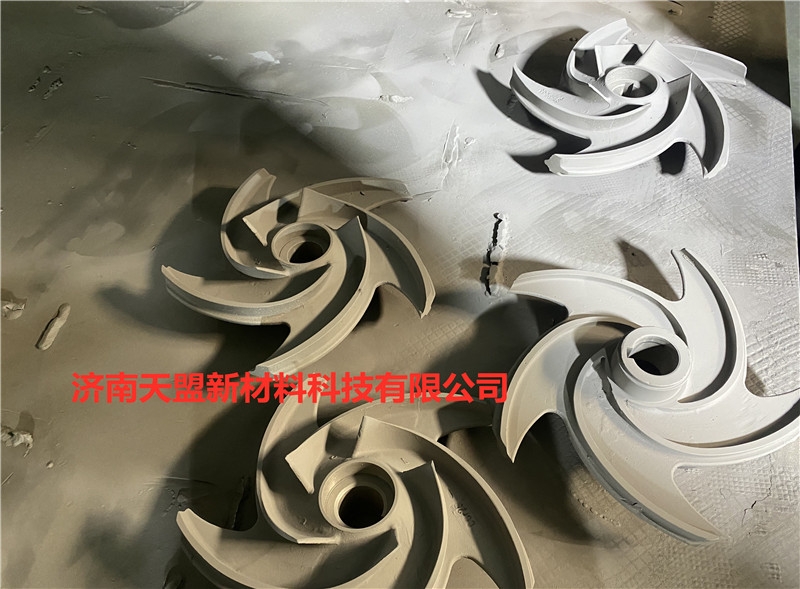
热喷涂喷焊是对经预热的自溶性合金粉末涂层再加热至1000~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。沉积物是致密的金属结晶组织并与基体形成约0.05~0.1mm的冶金结合层,其结合强度约400MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面。
适用于喷焊工艺的情况主要有以下几种:
1. 各种碳钢、低合金钢的工件表面载荷大,特别是受冲击载荷,要求涂层与基体结合强度在350—450N/mm2的工件,喷焊硬度HRC150≤65,涂层厚度从0.3至数毫米,喷焊层经磨削加工后表面粗糙度可达Ra0.4—0.1μm以上。
2. 在腐蚀介质中使用,要求涂层致密,无孔隙。
3. 工件表面原设计采用淬火、渗碳、渗氮、镀硬铬等工艺,要求表面有很高的硬度。

4. 工件工作环境恶劣,如受强烈的磨粒磨损、冲蚀磨损、气蚀等。
5. 无需特殊处理就可喷焊的金属工件。
6. 需预热 250 — 375 ℃喷焊后需缓冷的金属工件。
7. 喷焊后需等温退火处理的金属工件。
想了解更多的热喷涂喷焊工艺,欢迎来电业务咨询:400-0708-056。
联系人:王经理
电话:18706406615 , 15628959922 , 400-0708-056
固话:0531-66583190
邮箱:jntmxcl@163.com
网址:www.tanmng.com
地址:济南市长清区孝里镇工业园区十八里谷道18号
 |  |
| 关注我们 | 手机网站 |